Inductie Hardsoldeer koperen buis
Omschrijving
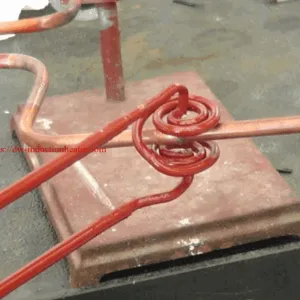
Inductie solderen koperen buis met hoogfrequente RF verwarming apparatuur
Onderzoeksdoel
Om een koperen buis in een inerte atmosfeer te verwarmen tot 1450 ° F binnen 45 seconden voor solderen zonder flux of zure spoeling.
Onderdelen en materialen Beschrijving
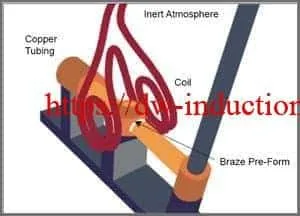
Koperen buis, temperatuurgevoelige verf, hardsoldeer voorvormen
Temperatuur vereist
1450 ° F
Inductieverwarmingsapparatuur
DW-UHF-10kW Inductieverwarmingsvoeding, warmtestation op afstand met twee 1.25 microfarad condensatoren (cumulatieve capaciteit van 0.625 mfd.) En een speciaal ontworpen inductor (spoel)
Werkfrequentie
400kHz
Verwarmingsprocedure
Het testen werd uitgevoerd in de ABS Mark 2 die een mengsel van 95% Argon en 5% waterstofgas bevatte. Een speciaal ontworpen, vier draaiingen verdeelde spiraalvormige inductor werd gebruikt om een optimale verwarming aan het gewrichtsgebied van het buissamenstel te verschaffen. Nadat de eerste testen werden uitgevoerd met blanke onderdelen en temperatuurgevoelige verven om tijd-temperatuur en verwarmingsprofielen vast te stellen, werd een temperatuur van 1450 ° F bereikt in 45 seconden om de hardsoldeervoorvormen te smelten.
Conclusie
Succesvolle resultaten werden behaald bij 1450 ° F binnen 45 seconden. Omdat de warmte door het buissamenstel geleid wordt, zouden opeenvolgende verbindingen op hetzelfde samenstel minder tijd vergen. Solderen van koperen buisassemblages is een uitstekende toepassing voor inductieverwarming.