hoogfrequente inductie voorverwarmen koperen staaf en connector voor een epoxy-uithardende toepassing
inductie voorverwarming koperen staaf en connector voor een epoxy-uithardende toepassing
Doel: Een deel van de koperen staaf en een rechthoekige connector voorverwarmen op temperatuur voorafgaand aan epoxy-uitharding tijdens een productieproces voor elektrische spanschroeven
Materiaal: Door de klant geleverde vergulde koperen staaf (12” x 2” x 1”/305 mm x 51 mm x 102 mm) en connector
Temperatuur: 302 ºF (150 ºC)
Frequentie: 25 kHz
Inductie verwarmingsapparatuur:
-DW-HF-60kW 15-45 kHz inductieverhittingssysteem uitgerust met een externe werkkop met vier 21 μF-condensatoren

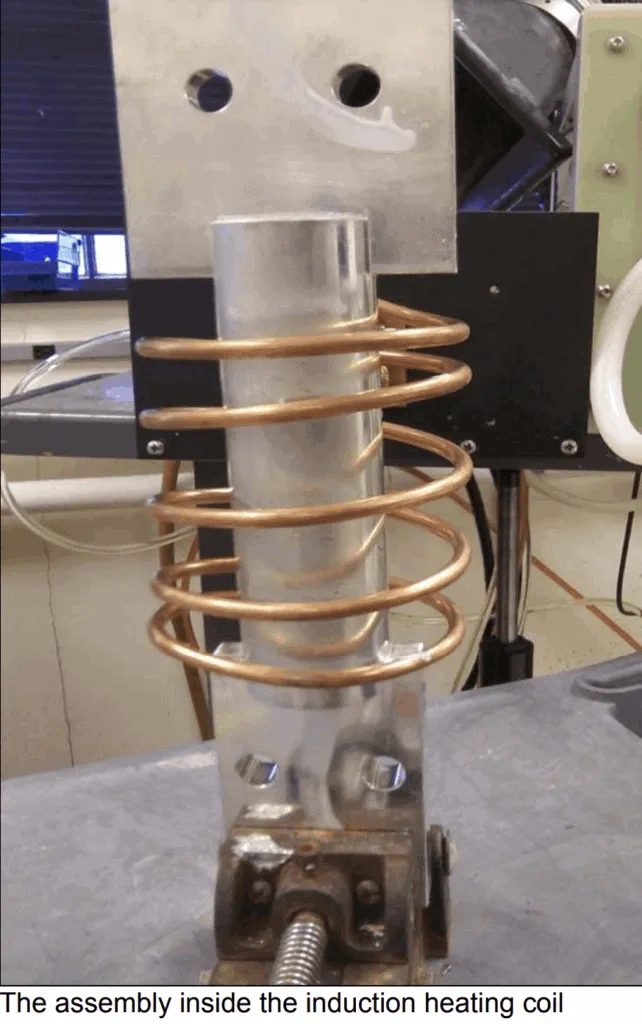
– Een spiraalvormige inductieverwarmingsspiraal met zeven windingen met één positie, speciaal ontworpen en ontwikkeld voor deze toepassing
Inductie verwarmingsproces
De koperen staaf en connector werden in de inductieverwarmingsspiraal en de stroom was ingeschakeld. Het onderdeel is binnen 55 seconden op temperatuur. Na te zijn verwarmd tot temperatuur, werd het onderdeel verplaatst en vond een epoxy-uithardings-/vormproces plaats. De klant gebruikte een grote oven om deze staven voor te verwarmen, wat:
kosteninefficiënt was. Inductie biedt een snellere en kostenefficiëntere verwarmingsmethode.
Resultaten/voordelen – Snelheid: inductie verwarmde het onderdeel snel op temperatuur
- Efficiëntie: inductie is een veel efficiëntere methode om deze onderdelen op temperatuur te brengen in vergelijking met hun
grote oven
- Precisie: inductie maakte het mogelijk om alleen de delen van de staaf te verwarmen die verwarmd moesten worden