Inductie soldeer koperen draden met IGBT hoogfrequente verwarming
Doel Solderen van twee koperdraden aan voorgeïnstalleerde torentjes op een koperen busbalk
Materiaal Soldeerbout van koper / nikkel, 2 vertinde koperdraden, soldeerstift
Temperatuur 446 ºF (230 ºC)
Frequentie 230 kHz
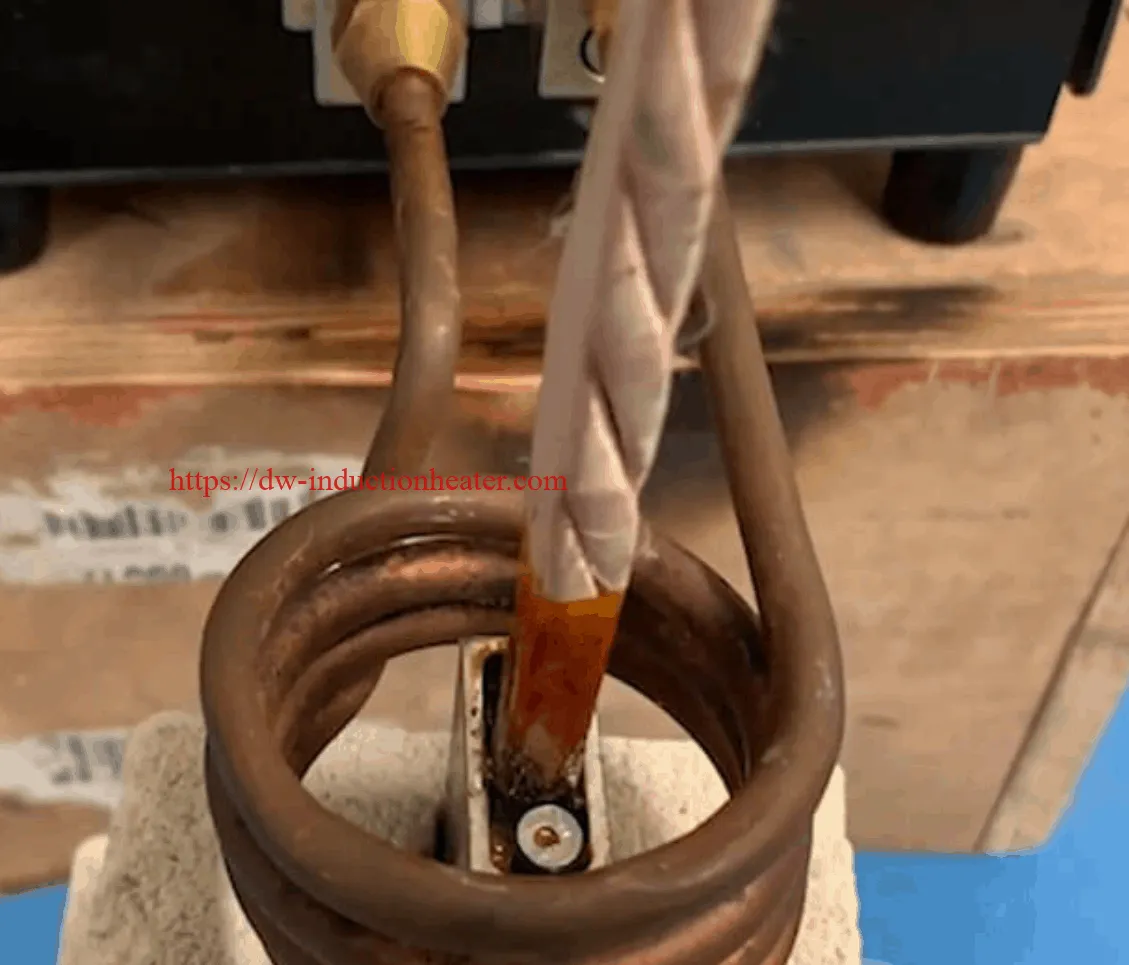
Uitrusting • DW-UHF-6kW inductieverwarmingssysteem, uitgerust met een externe werkkop met één 1.2 μF condensator.
• Een inductieverwarmingsspiraal die speciaal voor deze toepassing is ontworpen en ontwikkeld.
Proces Een gespleten spiraalvormige spoel met vier windingen wordt gebruikt om de busstang te solderen. De 2 koperen draden worden op de torentjes aangebracht en er wordt gedurende 30 seconden stroom geleverd. De soldeerstaaf wordt met de hand naar de verwarmde delen gevoerd en het soldeersel stroomt gelijkmatig, waardoor de verbinding ontstaat.
Resultaten / voordelen Inductieverhitting biedt:
• Verminderde soldeertijd
• Gelijkmatige verdeling van verwarming
• Gezamenlijk tot gezamenlijke consistentie


